SFZ铸铁镶铜闸门欢迎电询
发布时间: 2024-07-05 03:34:17 浏览次数:1
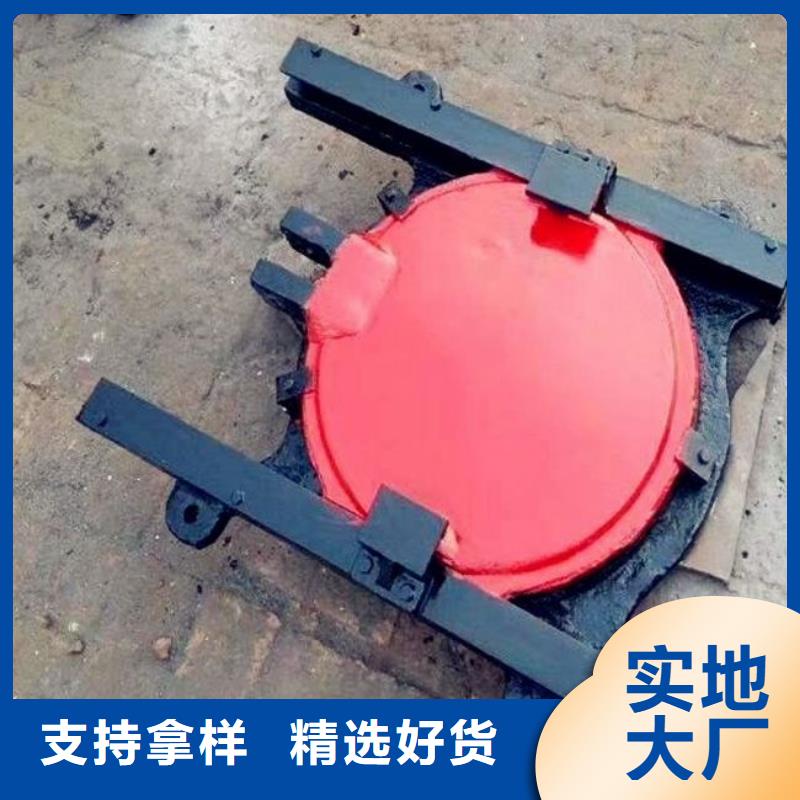
以下是:SFZ铸铁镶铜闸门欢迎电询的产品参数
| 最小起订 | 1 |
|---|
| 是否厂家 | 厂家 |
|---|
| 产品材质 | 铸铁 |
|---|
| 发货城市 | 衡水 |
|---|
| 加工定制 | 加工定制 |
|---|
| 品牌 | 扬禹 |
|---|
| 主体材质 | 铸铁 |
|---|
| 密封形式 | 硬密封型 |
|---|
| 连接形式 | 手电启闭机 |
|---|
| 用途 | 止水 |
|---|
以下是:SFZ铸铁镶铜闸门欢迎电询的图文视频
导读 SFZ铸铁镶铜闸门欢迎电询_江西省上饶市扬禹水工机械有限公司,固定电话:19831855678,移动电话:19831855678,联系人:高经理,QQ:282083253,衡水冀州区西王开发区发货到上饶 发货到 江西省上饶市。 江西省,上饶市 上饶市传说以“上乘富饶”得名。古为吴地,东汉建安十五年(210年),设鄱阳郡。唐代至清代,今上饶市境长期分属饶州、信州(元代更名广信);婺源县属徽州。1949年,设上饶专区。2000年,改称上饶市。上饶市是道教的发祥地之一;是朱熹、詹天佑、方志敏的故乡,辛弃疾也曾长期在此居住。上饶市有优良的革命传统,曾建立赣东北革命根据地。上饶市旅游资源丰富,有三清山风景名胜区、龟峰风景名胜区、江湾景区3处国家AAAAA级景区;有三清山、中国丹霞、武夷山3处世界遗产。上饶市婺源县被评为国家全域旅游示范区。

铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门全面喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。


<上饶>扬禹水工机械有限公司是集上饶钢制拍门生产加工经营于一体的大型企业, 公司成立至今一直秉承以用户需求为核心在专注市场开拓的同时为客户提供产品与服务用心的服务赢得了众多客户的信赖和好评在周边地区逐渐树立起公司良好品牌。 公司将不断完善并研发产品质量的理念精神。年轻队伍,以实际行动为客户提供更好的服务,以精挑细琢的姿态为客户创造性价比产品。 公司愿景:万分的努力,只为能给客户赢得十分的满意!我们相信通过我们的不断努力和追求一定能够实现与您互利共赢!



总结 在江西省上饶市采购SFZ铸铁镶铜闸门欢迎电询请认准江西省上饶市扬禹水工机械有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-19831855678,QQ:282083253,地址:冀州区西王开发区)。